

Vaporisation robotisée de résine sur une préforme.
Haute vitesse, la technologie en composite de moulage à gros volume
Cette variante brevetée du moulage par compression à froid (CPM) – appelée moulage par transfert de résine hybride (HRTM) – a été perfectionnée par RMC pour répondre aux importante demandes du marché des camions utilitaires. Pouvant offrir un fini de catégorie « A », ce procédé unique possède plusieurs avantages incluant une qualité de pièces hors du commum, un contrôle supérieur de l’épaisseur, un flux de production élevé, un investissement modéré en outillage et un cycle de vie plus long.
Le moulage par transfert de résine hybride (HRTM) est un procédé de moulage fermé robotisé qui utilise deux outils à cavité appareillés à un outil principal commun monté sur une presse progressive. L’outillage est habituellement chauffé de manière différentielle pour faciliter la formation d’une surface de catégorie « A » sur le côté de la cavité. Un robot applique un gel-coat à poncer activé à chaud à la surface du moule à cavité. Le renforcement, qui est habituellement un mât de filament continu préformé, est placé dans l’outil à cavité et une résine de polyester est vaporisée par un robot dans le renforcement. La cavité est transférée dans la presse adjacente et élevée pour son assemblage avec le noyau. Lorsque la presse se ferme, la résine catalysée par la chaleur est forcée à l’intérieur du renforcement et la pièce durcit. Le procédé nécessite des pressions relativement basses, entre 0,103 et 0,689 MPa (15 et 100 lb/po2) et une température d’environ 55°C (130°F). La productivité type est très élevée et peut atteindre 8 pièces à l’heure. Une presse progressive double à double robot peut produire jusqu’à 64 pièces par quart. Les volumes annuels peuvent atteindre jusqu’à 55 000 unités.
Récemment, RMC a créé une deuxième génération de procédé de moulage structural – S/HRTM – qui permet d’encapsuler un noyau entre deux feuilles de surface durant la même opération de moulage et d’éliminer complètement le besoin de cordon de mélange à mouler en feuille (SMC). Le panneau final est autoportant, ce qui élimine pratiquement le besoin d’une structure en métal compliquée et coûteuse requise pour une cabine de camion et permet d’obtenir une alternative abordable aux panneaux de mélange à mouler en feuille (SMC) non structuraux.
Lors du procédé S/HRTM, le placement et la saturation de résine de la préforme primaire – qui correspond au côté « A » de la feuille de surface – sont immédiatement suivis par le placement d’une préforme de noyau et de fibre qui est saturée par le robot avant son transfert dans la presse. La couche de fibre de la deuxième préforme correspond au côté « B » de la feuille de surface qui sera intégrée à la préforme primaire de manière à encapsuler entièrement le noyau structural.
L’outillage de production peut être une coquille en nickel ou des billettes d’aluminium usinées sur machine à commande numérique par ordinateur. La coquille en nickel – composée d’une surface en nickel électroplaqué dans un mandrin en fibre de verre et en époxyde – est la plus économique et celle qui offre le plus de style. Le placage permet d’obtenir une épaisseur entre 2 et 6,4 mm (0,08 et 0,250 po) et habituellement une surface de catégorie « A ». Les textures – comme le grain de cuir – peuvent être incorporées dans la surface de l’outil, ce qui limite la longévité de l’outil. Ses autres avantages sont la facilité de fabrication de différents outils avec de très petits détails à partir d’un seul modèle de matrice principal.
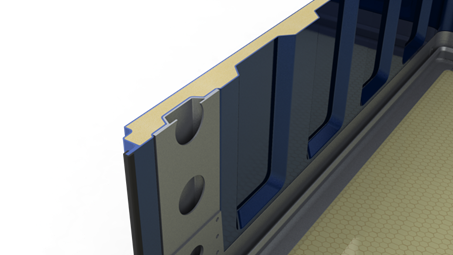
Panneau sandwich S/HRTM fixé à un arceau de sécurité en aluminium.