

Robot spraying resin over preform.
High-speed, high-volume composite molding technology.
This proprietary variant of Cold Press Molding(CPM) - dubbed Hybrid Resin Transfer Molding (HRTM) was perfected by RMC to meet the high volume demands of the commercial truck market. Capable of a Class “A” finish, the benefits of this unique process are excellent part quality, superior thickness control, high through-put, and a moderate tooling investment with long life cycle.
HRTM is a robotized, closed-molding process utilizing two cavity tools paired with a common core tool mounted in a shuttle press. The tooling is usually differentially heated to facilitate the formation of a Class “A” surface on the cavity side. A robot applies heat-activated, sanding get coat to the surface of the cavity mold. Reinforcement, typically a continuous filament mat (CFM) preform, is placed into the cavity tool and a filled polyester resin is robotically sprayed onto the reinforcement. The cavity is shuttled into the adjacent press, and elevated to mate with the core. As the press closes, the heat-catalyzed resin is forced throughout the reinforcement, and the part cures. The process requires relatively low pressures, 15 - 100 psi, and temperatures averaging 130°F (55°C). Typical productivity is very high – ranging to 8 parts per hour. A double shuttle, double robot press can process up to 64 parts per shift. Annual volumes have ranged to 55,000 units.
Recently, RMC created a second-generation, structural molding process – S/HRTM - which encapsulated a core between two face sheets in the same molding operation, completely eliminating the need for secondary SMC ribbing. The resulting panel is self-supporting, virtually eliminating the need for an elaborate and expensive metal structure for a truck cab, creating a cost-effective alternative to non-structural SMC panels.
Structural HRTM offers vehicle designers new technology for advanced BIW concepts!
In the S/HRTM process, the placement and resin saturation of the primary preform which forms the “A” side face sheet – is immediately followed by the placement of a core-and-fibre preform which is saturated by the robot prior to shuttling into the press. The fibre layer of the second preform is the “B” side face sheet, which becomes integrated with the primary perform, thus fully encapsulating the structural core.
Production tooling can be nickel shell (NS) or CNC-machined aluminum billet. Nickel shell - which is comprised of a nickel surface electroplated onto a fibreglass and epoxy mandrel – is the most economical and the most styling friendly. The plating is between .08” and .250” thick and is usually a Class “A” surface. Textures – such as leather grain – can be incorporated into the tool surface, which limits the longevity of the tool. Its other advantage is the ease with which finely detailed, multiple tools can be created from a single, master die model.
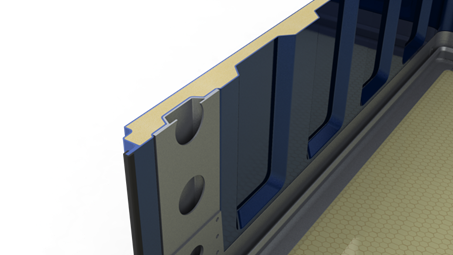
S/HRTM sandwich panel bonded to an aluminum roll bar